


برای کسب اطلاعات درمورد قیمت و مشخصات قیمت گالن ۲۰ لیتری زرپلاست کلیک کنید .
فرآیند تزریق پلاستیک پیچیده و دقیق است که به شکل زیر انجام میشود:
این چرخه میتواند بسیار سریع انجام شود، معمولاً بین ۳۰ تا ۹۰ ثانیه طول میکشد. قطعات ساخته شده به صورت آماده برای استفاده در محیطهای مختلف هستند، بدون نیاز به مراحل پسازپردازش مانند پولیش و پرداخت.
برای کسب اطلاعات درمورد تولید دبه پلاستیکی زرپلاست کلیک کنید .
در فرآیند تزریق پلاستیک قالبگیری تزریقی یکی از روشهای اساسی و حیاتی برای ساخت قطعات پلاستیکی است. در این فرآیند، مواد پلاستیکی در یک سیلندر داغ مخلوط و سپس توسط مارپیچ به داخل کویتهی قالب فشرده میشوند، جایی که قطعه تزریقی در آن خنک و سفت میشود. پس از طراحی قطعه توسط مهندس یا طراح صنعتی، قالب مناسب برای آن توسط قالبساز ساخته میشود. این قالبها اغلب از فولاد یا آلومینیوم با دقت بالا ساخته میشوند تا ویژگیهای دقیق قطعه را بازتاب دهند. قالبگیری تزریقی برای تولید گستردهای از محصولات، از جمله کوچکترین قطعات تا بدنه کامل خودروها، استفاده میشود.
پیشنهاد مطالعه: انواع قوطی پلاستیکی
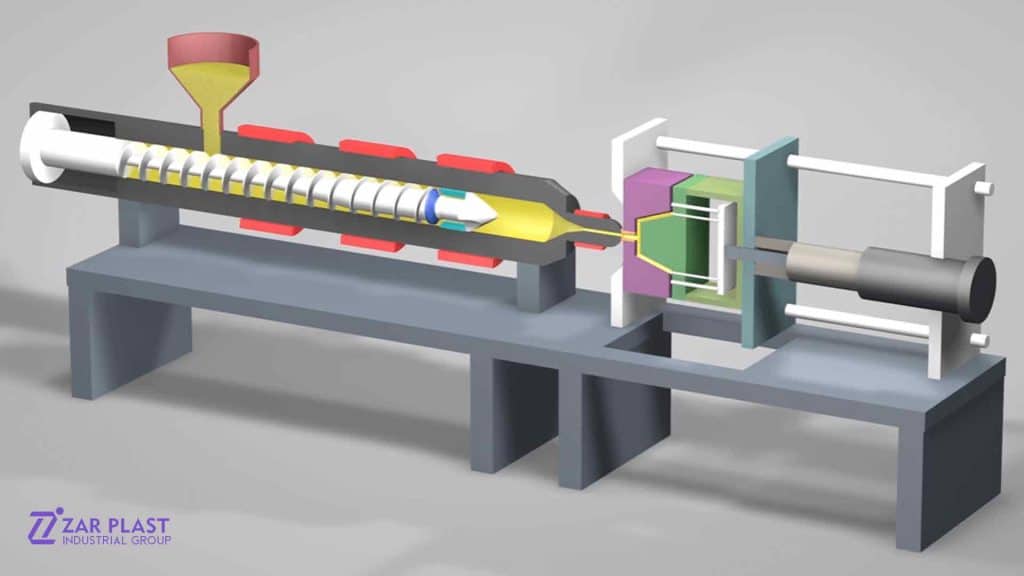
ماشینآلات تزریق پلاستیک شامل قیف تغذیه، متهی مارپیچی تزریق و واحد حرارتی هستند. در این دستگاهها، قالبها در صفحات گیرهی دستگاه قفل شده و پلاستیک از دهانه اسپرو به داخل قالب رانده میشود تا قطعه تزریقی ساخته شود.
دستگاههای تزریق بر اساس نیروی اعمالی صفحات گیرهی آنها به تناژهای مختلف تقسیمبندی میشوند. این نیرو هنگام فرآیند تزریق قالب را ثابت و بیحرکت نگاه میدارد. تناژ دستگاه میتواند در محدودهای بین ۵ تا ۶۰۰۰ تن باشد، اما تناژهای بسیار بالاتر نادراً استفاده میشوند. نیروی مورد نیاز برای قالبگیری توسط مساحت تصویرشدهی قطعه تعیین میشود. به ازای هر اینچمربع از این ناحیه تصویرشده، ضریبی میان ۲ تا ۸ تن در آن ضرب میشود تا نیروی گیره مورد نیاز حاصل شود. به طور کلی، ۴ یا ۵ تن بر اینچمربع به عنوان مقدار قابل قبول برای اکثر قطعات تزریقی در نظر گرفته میشود.
اگر پلاستیک مورد استفاده خشک باشد، فشار تزریق باید بیشتر باشد تا قالب بهطور کامل پر شود و بهتبع آن، نیروی گیره بالاتری مورد نیاز است. همچنین، نیروی گیره ممکن است به دلیل نوع مواد مصرفی و ابعاد قطعه متفاوت باشد؛ به عنوان مثال، قطعات پلاستیکی بزرگتر نیاز به نیروی گیره بیشتری دارند.
برای کسب اطلاعات در مورد انواع دبه پلاستیکی حتما روی لینک بزنید.

مطالعه بیشتر: حلال ظروف پلاستیک برای بنزین کدام مواد ها هستند؟
در فرآیند تزریق پلاستیک بسیار کوتاه است، معمولاً از ۲ ثانیه تا ۲ دقیقه طول میکشد و شامل مراحل زیر است:
قبل از تزریق مواد به داخل قالب، دو نیمهی قالب توسط واحد گیره به یکدیگر قفل میشوند. این واحد با استفاده از نیروی هیدرولیک، دو نیمهی قالب را فشرده و در طول فرآیند تزریق ثابت نگه میدارد. زمان لازم برای بستن و فشردن دو نیمهی قالب به دستگاه مورد استفاده وابسته است و در دستگاههای بزرگ زمان بیشتری میطلبد.
مواد پلاستیکی خام به شکل تکههای پلاستیک به دستگاه وارد شده و توسط واحد تزریق به سمت قالب رانده میشوند. در این مرحله، مواد به واسطه اعمال حرارت و فشار ذوب وارد قالب میشوند و فضای داخلی قالب پر میشود. مقدار مواد لازم جهت پر کامل فضای قالب به اصطلاح “شات” نامیده میشود و محاسبه زمان تزریق ممکن است دشوار باشد.
کسب اطلاعات بیشتر : در خط تولید ساخت محصولات پزشکی چه نکات مهمی باید رعایت شود؟
مواد ذوب شده درون قالب به تدریج خنک شده و شکل و حالت قطعه نهایی را به خود میگیرد. در این مرحله، اگرچه انقباض قطعه ممکن است رخ دهد، اما جریان مواد بهبود آن را کاهش میدهد. قالب تا پایان مرحله خنککاری قفل و بیحرکت باقی میماند و زمان خنککاری با در نظر گرفتن ویژگیهای ترمودینامیکی پلاستیک تخمین زده میشود.
پس از اتمام زمان لازم برای خنک شدن، قطعه سرد شده توسط سیستم پرانِ در نیمهی پشتی قالب خارج میشود. این سیستم با اعمال فشار خاص، قطعه را از داخل قالب بیرون میراند. این فشار به دلیل انقباض قطعه در حین سرد شدن و جذب به هستهی اصلی قالب استفاده میشود. برای تسهیل خروج قطعه، گاهاً قبل از عملیات تزریق، از اسپری کردن عنصری کمکی به فضای داخلی قالب استفاده میشود. زمان لازم برای باز شدن قالب و خروج کامل قطعه میتواند با توجه به زمان چرخهی بیبار دستگاه، تخمین زده شود. پس از خروج قطعه، قالب آماده میشود تا برای تزریق شات بعدی قفل شود.
برای کسب اطلاعات در رابطه با بطری پلاستیکی حتما روی لینک بزنید.
قالبگیری بادی یک فرایند تولید است که برای تولید قطعات پلاستیکی توخالی مانند بطریهای پلاستیکی استفاده میشود. این فرایند به سه صورت انجام میشود: قالبگیری بادی اکستروژن، قالبگیری بادی تزریقی، و قالبگیری بادی تزریق کششی.
با گرم کردن پلاستیک و ایجاد لقمه اولیه آغاز میشود. لقمه اولیه دارای یک سر آزاد با رزوه است که هوا از آن عبور میکند. سپس لقمه به داخل قالب قرار میگیرد و باد در آن دمیده میشود تا پلاستیک به دیواره قالب چسبیده و شکل نهایی را بگیرد. پس از خنک شدن، قالب باز شده و قطعه خارج میشود.
در این روش، لقمه از تزریق در قالب مخصوص ایجاد میشود. سپس لقمه گرم را میکشند و هوا در آن دمیده میشود تا به دیواره قالب چسبیده و شکل نهایی را بگیرد.
گالن ۱۰ لیتری دکمه دار با کیفیت بالا و طراحی متنوع برای کاربردهای مختلف
ذوب مواد پلاستیکی، تزریق به قالب، خنککاری، و خروج قطعه نهایی.
تزریقی برای قطعات جامد است؛ بادی برای قطعات توخالی مانند بطری.
پلیاتیلن، پلیپروپیلن، ABS، پلیکربنات، نایلون، و پلیاستایرن